ERP/MES-Branchenlösung für die Medizintechnik bei der Schweizer Ruetschi AG eingeführt
Integriertes ERP/MES sichert komplexe Fertigung von Hightech-Produkten
Die Schweizer Fertigungsindustrie ist mit besonderen Herausforderungen durch Konkurrenz- und Währungsrisiken konfrontiert. Dem begegnet die Ruetschi Technology AG in Muntelier mit einem klaren Konzept: die Herstellung von Hightech-Produkten. Das Unternehmen fertigt u. a. in den Sektoren Medizintechnik und Uhrenindustrie Produkte, die allerhöchsten Qualitätsansprüchen genügen müssen. Das erfordert einen entsprechend ausgestatteten Maschinenpark, hervorragend qualifizierte Mitarbeiter und eine integrierte Fertigungsplanung und -steuerung, die dem Kunden eine zeitgenaue Anlieferung mit geprüften Qualitätsprodukten sichert. Diese Qualität muss auch später, während des gesamten Produktlebenszyklusses in allen Fertigungsschritten belegt werden können. Um eine derart komplexe Qualitätsfertigung zu sichern und die Produktionsprozesse zu optimieren, führte Ruetschi die integrierte ERP/MES-Branchenlösung für die Medizintechnik von GEWATEC ein.
Die schweizerische mittelständische Fertigungsindustrie bewegt sich in einem nicht einfachen Marktumfeld. Einerseits nimmt der Kostendruck auf die Medizintechnik und deren Zulieferbetriebe ständig zu. Zum anderen wird die Schweiz finanztechnisch als einer der wenigen ‚sicheren Häfen‘ angesehen. Dieser eigentlich erfreuliche Vertrauensbeweis in die Stärke der Schweiz hat allerdings zur Folge, dass der Franken aufgrund der Nachfrage enorm an Wert zugelegt hat. Damit werden entweder die Schweizer Waren im Ausland teuerer, oder falls aus Wettbewerbsgründen eine Anhebung des Preises nicht möglich ist, nimmt der Gewinn entsprechend ab. Denn immerhin hat zum Beispiel der Euro gegenüber dem Franken allein in den letzten zwei Jahren etwa 20 % an Wert verloren.
 |
CEO Christoph Ruetschi: „Die unternehmensweit integrierte ERP-Lösung von GEWATEC macht unsere Produktionsabläufe effizienter und erleichtert die Rückverfolgbarkeit der Daten aus den einzelnen Herstellungsschritten.“
Quelle: Ruetschi Technology AG |
Einen Weg, auch unter solchen Wettbewerbsbedingungen am internationalen Markt zu bestehen, zeigt die Ruetschi Technology AG. Das gut 50 Jahre alte Familienunternehmen fertigt mit 130 Mitarbeitern in zwei Werken Hightech-Produkte aus Metall und Kunststoff für die Medizintechnik, Uhrenindustrie und Lebensmitteltechnik. Mit 75 % des Umsatzes nimmt die Medizintechnik eine Sonderstellung ein. Außerdem wird in den Medizinsektoren Dental- und Orthopädietechnik nicht nur gefertigt, sondern Ruetschi bietet dort auch Unterstützung beim gesamten Wertschöpfungsprozess an, vom Engineering und Prototyping über Validierung und Produktion bis hin zur Montage und Verpackung. Das Unternehmen beherrscht nach eigener Aussage eine Vielfalt von anspruchsvollen Fertigungsprozessen: vom Drehen (CNC, ESCO), Fräsen (CNC, HSC), Schleifen (Centerless, 5-Achsen) über Laserarbearbeitung bis hin zum Kunststoff-Spritzgiessen. Die Kunststofftechnik wurde erst 2006 durch Aufkauf hinzugefügt. Damit steht heute auch ein breites Know-how für die Entwicklung und Fertigung von hochwertigen Kunststoffkomponenten zur Verfügung.
Hightech-Mikromechanik aus Metall und Kunststoff
Ruetschi stellt sich dabei auf immer schwierigere und komplexere Teile mit kleinsten Fertigungstoleranzen ein. Christoph Ruetschi: „Wir fertigen heute ab Drehauotmat im Bereich von sechs tausendstel Millimeter Toleranz (ein Haar etwa 10mal gespalten), nach der Bearbeitung in weiterführenden Prozessen erreichen wir 1,5 – 2 Mikrometer. Das stellt höchste Ansprüche an die Produktionsmittel und erfordert beispielsweise auch vollklimatisierte Fertigungshallen. Unsere Medizinprodukte werden zudem in unseren Reinräumen montiert oder verpackt und anschließend steril zum Kunden gesandt.“ Der Geschäftsführer sieht einen Wettbewerbsvorteil auch in der Tatsache, dass das Unternehmen sowohl in der Metall-, als auch der Kunstofftechnik zuhause ist: „Die meisten unserer Wettbewerber bieten nur jeweils entweder Metall- oder Kunststofftechnik an. Wir stellen fest, dass unsere Großkunden die Anzahl der Lieferanten reduzieren wollen. Um diesem Trend zu begegnen, haben wir die Kunststofftechnik in unseren Herstellungsprozess integriert.“
Neben der Organisation von exakten und rückverfolgbaren Qualitätsdaten war auch die zunehmende Komplexität der Produkte ein wichtiger Grund für die Anschaffung einer unternehmensweit integrierten ERP/MES-Lösung. Erreichen doch heutige Ruetschi-Produkte bis zu 120 Einzelkomponenten, von denen dann beispielsweise 40 Metall- und 20 Kunststoffteile selbst gefertigt werden und der Rest Zukaufteile sind oder über eine verlängerte Werkbank kommen. „Eine derart verzahnte Fertigung ließ sich nicht mehr mit Excellisten und dem alten ERP-System steuern.“ Christoph Ruetschi und sein Team entschieden sich nach intensiven Auswahlscenarien am Ende für die Medizintechnik-Branchenlösung von GEWATEC aus Wehingen. „Uns war wichtig, dass der Anbieter aus dem Bereich Fertigungs-/Medizintechnik kommt und möglichst alle ERP/MES-Module – speziell auch eine ausgefeilte CAQ-Lösung – aus einer Hand anbieten kann.“ Das vermeide kostenaufwendige Datenübergaben per Hand oder über speziell entwickelte Schnittstellenlösungen, Probleme bei Releasewechseln und gegenseitige Schuldzuweisungen der verschiedenen Anbieter bei Projektschwierigkeiten. Der CEO fährt fort: „Außerdem sahen wir einen Vorteil darin, dass Verkauf und Service der Software nicht über eine Vertriebsfirma erfolgen, sondern von der Entwicklerfirma direkt. Das garantiert bei Anpassungen einen kurzen Draht zu den Programmierern.“
Installiert wurde die gesamte Bandbreite der GEWATEC-Lösung für die Medizintechnik mit den Modulen PPS, KapPlan (Leitstand zur Kapazitätsplanung), CAQ, BDE, MDE, CNC-Programmübertragung und -verwaltung sowie Dokumentenverwaltung. Das GEWATEC-ERP/MES-System läuft bisher auf 50 Stationen (GEWATEC-BDE/MDE-Funkterminals und PC) im ersten und 15 Stationen im zweiten Werk. Für das zweite Werk, das in der französischsprachigen Schweiz liegt, musste die ERP/MES-Lösung in französischer Sprache erstellt werden.
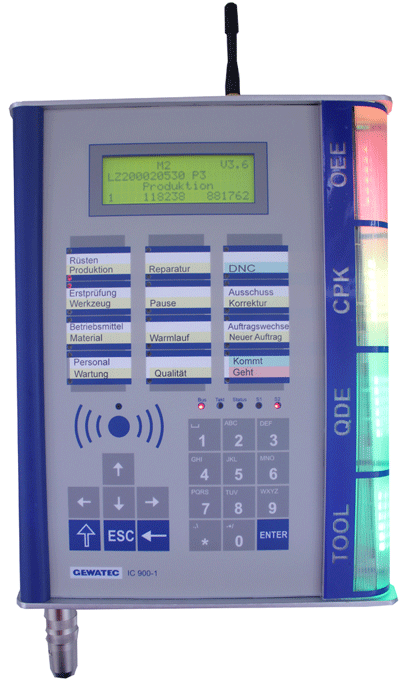 |
Das BDE/MDE-Funkterminal von Gewatec erlaubt dem Werker umfangreiche Steuerungsfunktionen direkt von seiner Werkzeugmaschine aus. So kann er z.B. Störungsgründe eingeben oder wird durch ein CAQ-Messintervall geführt. Die rote Leuchte oben signalisiert, wann das Messintervall beginnen muss. Quelle: Rüsing – Gewatec GmbH |
Das ERP-System wurde den Abläufen angepasst und nicht umgekehrt
Parallel zur GEWATEC-Einführung wurden auch die Prozesse des Qualitätsmanagementsystems überarbeitet. Ruetschi ist zertifiziert nach ISO 9001 und ISO 13485. Die ERP-Einführung erfolgte deshalb schrittweise mit der Zielrichtung, dass das ERP-System auch die Prozesse des Managementsystems abbilden und unterstützen sollte. Das hatte allerdings zur Folge, dass an der einen oder anderen Stelle Anpassungen bzw. Erweiterungen am ERP-System vorgenommen werden mussten, die aber im Endeffekt der Vollständigkeit der Branchenlösung Medizintechnik zugutekamen. Der Projektleiter und Verantwortliche für das Qualitätssystem, Adrian Hofer, erläutert dazu: „Es war positiv, dass GEWATEC uns nicht die Abläufe als unveränderbar vorgab, sondern dass die Projektleitung da sehr flexibel war und auf unsere speziellen Bedürfnisse weitestgehend einging. Die Zusammenarbeit mit der Projektleitung war dabei hervorragend. Diese hatte dann den schwierigeren Part, in dem sie intern dafür Sorge zu trage hatte, dass auch alles in Bits und Bytes umgesetzt wurde.“
Solche Erweiterungen betreffen beispielsweise Funktionen der an den Maschinen angebrachten GEWATEC-BDE-Funkterminals, wie die Stempelhistorie, die zeigt, wer was wann gestempelt hat, was nachgestempelt wurde, etc. Oder es wurden Abläufe gestaltet, welche sich an den Anforderungen der FDA (Food and Drug Administration, die us-amerikanische Zulassungsbehörde für den Medizinbereich) orientieren, wie z.B. die eindeutige Identifikation des Users, die nicht mehr per Passwort, sondern per Fingerprint erfolgt. Wichtig auch die Anpassung bei der Programmverwaltung. Das CNC-Programm wird direkt an den Fertigungsauftrag angehängt, sodass auch später nachvollziehbar ist, dass das Teil mit genau diesem CNC-Programm gefertigt wurde.
Die Fertigungs-Nr (ist gleichzeitig die Losnummer) des Fertigungsauftrages garantiert die eindeutige Rückverfolgbarkeit bis zum Rohmaterial. Denn alle Dokumente, Zeichnungen, NC-Programme oder andere Spezifikationen sind im Artikelstamm hinterlegt und dann mit dem Fertigungsauftrag verlinkt. Gut gelöst findet Adrian Hofer auch, dass jede Zeichnung, jedes Dokument mit der Nummer des Fertigungsauftrags versehen ist und dadurch ausgeschlossen wird, dass eine Zeichnung mit falschem Index benutzt wird. Eingeplant werden die Fertigungsaufträge mit dem Leitstand KapPlan, der mit Vorwärts- und Rückwärtsterminierung die Arbeitsgänge zeitrichtig einsetzt. Bei Engpässen wird der Arbeitsgang einfach per drag & drop verschoben.
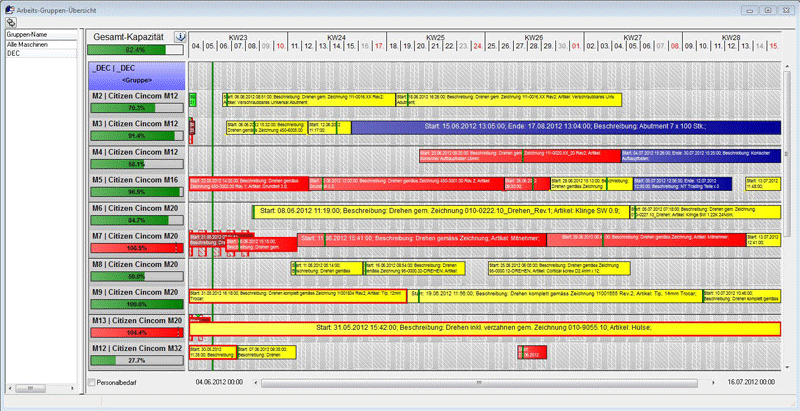 |
Mit dem Fertigungsleitstand KapPlan kann der Disponent Aufträge auf die Fertigungsressourcen Maschine und Personal einplanen. Im Bild links zu sehen die belegte Gesamtkapazität von Werkzeugmaschinen, rechts die dazu gehörenden Arbeitsgänge, die sich im Bedarfsfall (rot) einfach per Hand verschieben lassen.
Quelle: Ruetschi Technology AG |
BDE/MDE-Funkterminals vereinfachen dem Werker die Arbeit an der Maschine
Für die Bedienung des BDE/MDE-Funkterminals braucht der Werker keine PC-Kenntnisse. Er kann einfach per Barcode den Arbeitsgang für einen Auftrag am BDE/MDE-Funkterminal anmelden, z.B. ‚Drehen‘. Rüsten und Produktion ist dann ein Arbeitsgang ‚Drehen‘, wobei das Terminal automatisch aus den kontinuierlichen Produktionssignalen erkennt, wann der Rüstvorgang beendet ist und die Produktionsphase beginnt. Die Rüstzeit wird dabei automatisch gespeichert. Auch wenn eine Störung auftritt, kann der Werker einfach über das Terminal den Grund eingeben, warum die Maschine steht (z.B. Werkzeug defekt oder kein Material). Die NC-Programme werden ebenfalls zeit- und kostensparend über diese GEWATEC-Schnittstelle geladen und nicht wie vorher per Laptop oder Diskette. Die einfache Handhabung und die Funktionsvielfalt des BDE-Terminals erleichterten den Mitarbeitern die Akzeptanz der neuen IT-Lösung und halfen Ressentiments abzubauen gegenüber einem befürchteten Missbrauch der großen Palette an Auswertemöglichkeiten, die das BDE-/MDE-System ProVis bietet.
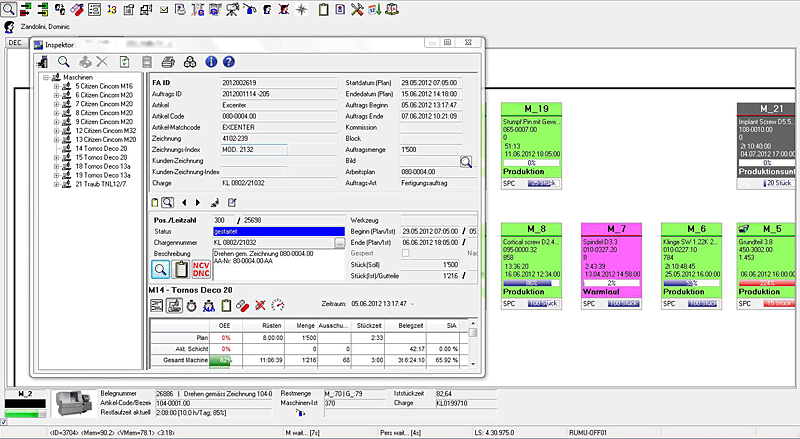 |
Am ProVis-BDE/MDE-Leitrechner lässt sich online der Zustand aller Maschinen in Echtzeit anzeigen: entweder die Gesamtübersicht mit farbigen Rechtecken (z.B. grün in Produktion) und den wichtigsten Kennzahlen zum Auftrag oder im Inspektor-Fenster mit allen detaillierten Werten zu Auftrag und Maschine. Quelle: Ruetschi Technology AG |
Ein Prüfplan kann ebenfalls mit dem Fertigungsauftrag verlinkt werden, sodass bei der Anmeldung des Arbeitsganges am Terminal der Prüfauftrag automatisch erzeugt wird. Der Mitarbeiter wird dann durch die Signallampe auf dem Terminal informiert, wann das nächste Messintervall erreicht ist und wird vom System durch die Messungen geführt. Mit dem CAQ-Modul von GEWATEC, das auch noch Funktionen mit abdeckt wie Reklamationsbearbeitung und Prüfmittelverwaltung, konnte bei der Erstellung der Prüfpläne und der administrativen Abwicklung der Prüfvorgänge eine wesentliche Effizienzsteigerung realisiert werden. Die Erstellung von Prüfplänen nimmt beispielsweise heute nur noch rund halb so viel Zeit in Anspruch wie mit dem abgelösten System.
Als Fazit ist Christoph Ruetschi zufrieden mit den Ergebnissen des neuen ERP/MES-Systems. Natürlich gebe es immer den einen oder anderen Punkt, der sich noch verbessern lasse. Aber mit der integrierten GEWATEC-Lösung haben sich nach seinen Worten viele der Ziele realisiert, wie die wichtige Rückverfolgbarkeit und das schnelle Auffinden aller Messwerte oder die aufgrund der Integration nur einmal notwendige Eingabe der Daten. „Was auch erwähnt werden sollte, sind die Reduzierung der Gesamtdurchlaufzeiten sowie die Ordnung in der Fertigung, die man schon fast als Marketingargument einsetzen kann. Denn die Kunden sind oft absolut beeindruckt, wenn wir aktuell am Bildschirm zeigen können, welche Teile gerade unten in der Produktion mit welcher Qualität gefertigt werden.“
| Autor: Eduard Rüsing, freier Fachjournalist in Karlsruhe |
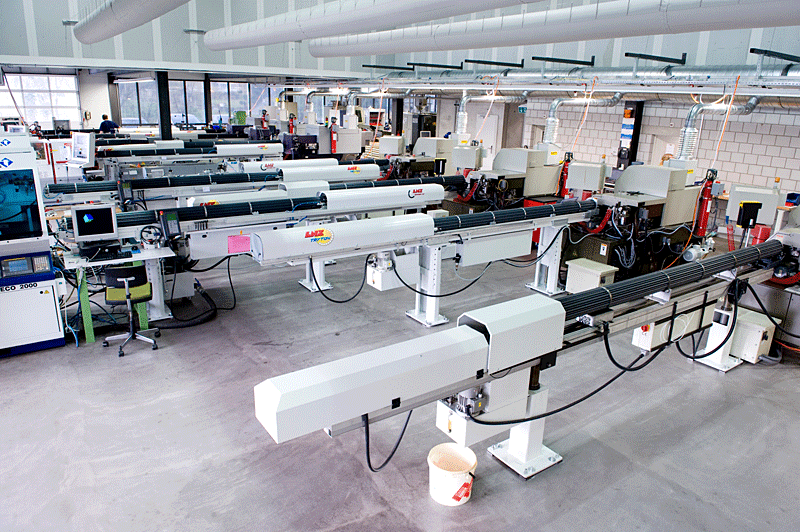 |
Blick in eine der klimatisierten Werkhallen von Ruetschi mit CNC-Langdrehautomaten (Citizen, Traub, Tornos), auf denen hochgenaue Teile mit bis sechs tausendstel Millimeter Toleranz hergestellt werden.Quelle: Ruetschi Technology AG |
 |
Für den Einsatz im Orthopädiebereich fertigt Ruetschi z.B. hochgenaue Bohrer oder implantierbare selbstschneidende Knochenschrauben aus Titan. Beschriftet werden sie im Hause mit Laser u.a. mit der Los-Nr., Name oder Logo. Quelle: Ruetschi Technology AG |
 |
Eine Zementpistole von Ruetschi. Sie ist ein Beispiel für die Kombination von Kunststoff- und Metallteilen in einem Produkt. Quelle: Ruetschi Technology AG |
 |
Die Medizinprodukte werden im Reinraum (ISO 8) montiert und verpackt.
Quelle: Ruetschi Technology AG |
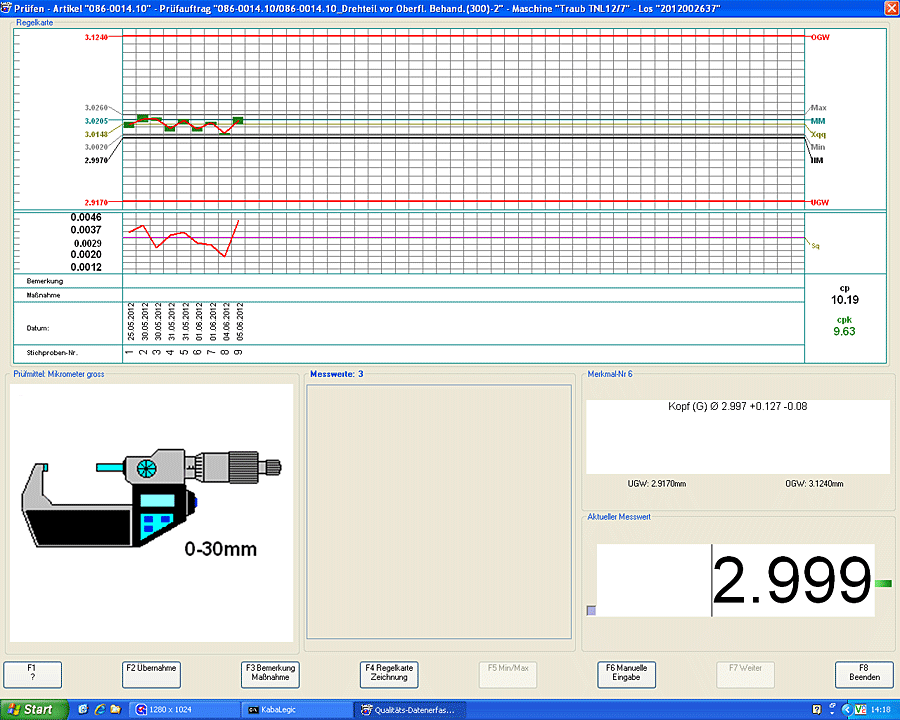 |
Messdiagramm einer SPC-Messung mit Messwerkzeug, den Messvorgaben und Toleranzen bzw. rechts dem aktuellen Messwert.
Quelle: Ruetschi Technology AG |
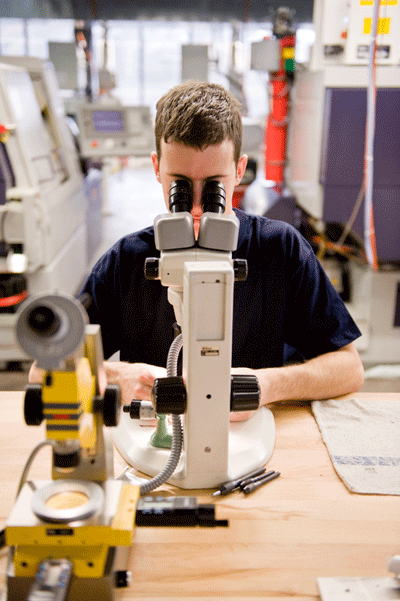 |
Mit dem CAQ-Modul von GEWATEC werden umfangreiche Qualitätskontrollen sowohl im Prozess-, als auch in der Endkontrolle geplant sowie die Daten von den Messmitteln direkt erfasst und aufbereitet.
Quelle: Ruetschi Technology AG |